设置登录密码
*密码
*确认密码
完善信息
*真实姓名
*公司名称
*您的职位
城市
*邮箱
*主营产品
*行业
企业类型
材质
功能







来源:新材料在线|
发表时间:2023-05-15
点击:14953
LDS工艺发展至今已经比较稳定成熟了,相对其它传统工艺,LDS具有成品体积小,制程简化,研发制造时间短,制程稳定。环保,精确度高等技术优势。目前已经广泛应用于智能手机天线、笔记本电脑天线,医疗设备传感器、汽车设备传感器、电子电气等产品中。
▍首先,LDS到底是什么?
LDS-激光直接成型技术,是指利用数控激光直接把电路图案转移到模塑塑料原件表面上,利用立体工件的三维表面形成电路互通结构的技术。
LDS材料是一种内含有机金属复合物的改性塑料,经过激光照射后,使有机金属复合物释放出粒子。
▍那么,LDS的工艺流程又是怎样的?
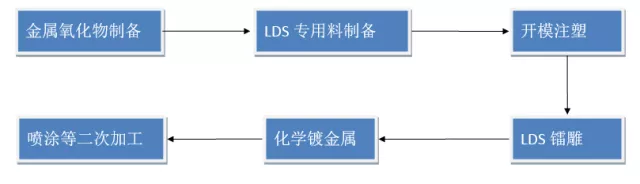
图一:LDS工艺流程
一、金属氧化物的制备
有机金属复合物的特性:
二、LDS专用料的制备
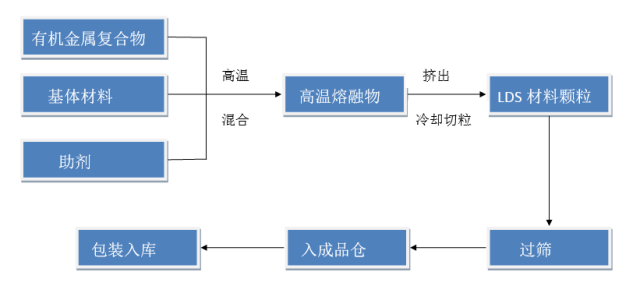
图二:LDS专用料的制备流程,由广东中塑新材料有限公司提供
三、开模与注塑
模厂根据终端客户的需求和LDS专用料的要求开模和注塑。
1、开模注塑工艺设计可能会给LDS过程中带来的影响
①镭射区域不能设计垂直面,要适当的设计斜坡,斜坡与垂直线的角度应大于等于30°以上。(如图三)

图三:镭射区域设计斜坡与垂直线30°以上
②镭射区应尽量避开分模线,以免后续给镭射工艺带来断线的致命影响。
③分模线的高度上限不能超过0.05mm。
④导通孔应该设计为锥角,锥角角度应为大于等于60°的角度,导通孔 的最小直径应为0.2mm,孔边可倒半径为0.15mm的圆角。(图四)
⑤塑胶素材表面不应做抛光处理,粗糙度为Rz5-10um,符合LDS制程要求。
⑥塑胶成品素材尺寸公差要求不能超过0.02mm平整度一致度要求要高。

图四
如按照客户需求,提供中塑新材料有限公司 的PC基材,型号为7015-LMT的白色LDS材料。需要注塑成型前材料在120℃的温度下,烘烤4-5个小时来确保材料干燥充分,也更能保证注塑成型的顺利进行。模温控制在100-120℃,注塑温度控制在250-310℃的范围内。注意在注塑成型过程中,不可添加水口料。
四、LDS镭雕
注塑成型后的素材到镭雕线完成镭雕过程;

图五:LDS材料镭雕,化镀示意图
1、导电线路设计须知
①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路非常影响LDS生产效率,若能改为在两条对边上就可以提高生产效率,尤其是较大机壳。
②镭射线路最细可设计为0.2mm左右。
③线路之间的间距最小0.5mm左右,防止后续化镀过程中产生溢镀而造成线路短路。
④线路边到塑胶壳边的距离为最小0.1mm左右。
⑤线路边到塑胶壳墙体边的距离为1-2mm左右,(防止镭射过程中因金属粉尘溅到壁上而产生溢镀),如示意图:
⑥平坦面相对曲面镭射可能会给化镀厚度及粘附力带来不同的影响,平坦面镭射效果比曲面效果好。
2、LDS过程应注意事项
①首先确认要导入镭雕设备LDS STP文件中的3D线路应为零厚度的。
②导入图案后先验证夹具的稳定性。
③调试过程中不能轻易修改设计好的线路,只要改动0.1mm都有可能会给后面的RF性能测试带来影响。
④参数的设置也很重要,能量与激光运行速度、频率设置的合理性以及显微镜下观察镭射后的表层不能有烧焦和能量不足带来的外观不良,这将会给后面化镀带来严重的影响,也将直接影响性能测试。继续以 中塑新材料有限公司的LDS PC 7015-LMT白色材料为例,材料要求镭雕参数能量在5-12W,速度为2-4m/s,频率为40-100KHz。
⑤当一个产品要用多个POS才能完成时,首先应考虑夹具旋转的角度,在程序里应设置为角度是从小到大或从大到小依次旋转,来节省加工时间提供生产效率。
⑥从设备光学Z轴与机械Z轴综合考虑多个POS机械Z轴值,尽量控制机械Z轴的运动最小范围。
⑦Hatch线的宽度在镭射效果允许的情况下尽可能的设置宽一点,(一般设置在0.03-0.05mm)以减少加工时间,提高生产效率。
⑧复杂的产品需要2个工作台才能完成的,尽量考虑将两边的加工图案分布均匀,合理安排镭射与拆装产品时间,做到人与机器在时间上互不相等,从而提高生产效率。
⑨LDS尺寸公差,一般情况,线路与线路之间为±0.1mm,线路到塑胶壳边缘为±0.15mm。(如图六)

图六
五、化学镀金属
已镭雕完成的素材到化镀线完成化镀过程;
1、化镀前LDS产品储存要求
①镭雕好的产品应放置于湿度<60%的环境中,并尽快送至下一工序,如储存时间较长或湿度较大,应用塑料封存。
②禁止用手直接接触产品镭射面以防氧化。
③针对每款产品定制相对应的塑胶托盘,以防止产品在运输过程中挪动而将产品刮花。(如图七)

图七
LDS产品化镀要求
①一般产品都是镀铜底再镍覆盖,部分产品应客户要求要镀金。
②镀层厚度一般为:Cu 6-12 μ 、Ni 2-4 μ 、Au O.1-0.2 μ。
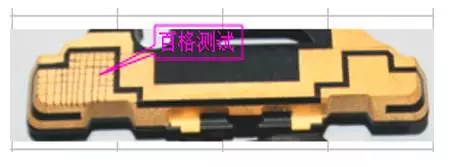
③通过百格测试与盐雾测试来验证镀层是否脱落。(如图七)
④镀层厚度一致性要好。
⑤无明显溢镀,尤其是线路与线路很窄的地方溢镀很容易出现短路。
⑥镀层表面不能有明显的脏污或镀层发黄、发暗等色差问题。
⑦镀层表面不能用手直接接触,以防氧化。
图八
六、喷涂等二次加工
化镀后的成素材测试相关性能;例如百格测试,RF测试,保证产品性能,为后续的喷涂等二次加工做好准备。
①部分产品化镀后需要喷涂。
②喷涂厚度一般为:底漆4-5 μ 、面漆8-20 μ不等。
③喷涂后的部分产品如手机天线类的,还需组装一个扬声器配件类,然后将组装好的产品进行性能测试。
总的来说,LDS技术实现的关键因素包括三个,首要必须有对镭雕激光敏感的LDS专用料作为基材;二是电路设计及激光雕刻系统;最后是良好有效化镀系统及过程控制。
本文关注于5种5G时代到来后智能终端材料的介绍和应用:
01 LDS材料
因5G智能终端趋向大屏化、机身纤薄化、元器件小型化,且功能要求越来越高,这直接导致天线的线路更密集。中塑LDS材料具有优异上镀性能及线路精度,可以做到间距为0.2*0.2mm的LDS天线,实现小体积元器件多线路的自由设计。目前,中塑LDS材料已广泛应用于5G手机、笔电及智能穿戴设备上。

02 生物基特种尼龙材料
中塑生物基特种尼龙具有低吸湿,稳定的尺寸精度、高模量、优异的注塑成型加工性及良好的表面外观,应用在智能穿戴手表中框/底壳部件,可达5ATM防水等级,在手机前壳上可实现高光泽免喷涂效果,具有其它材料无可比拟的优势。

03 高温尼龙PPA材料
中塑PPA以高温PA9T基材经过特殊改性,具有优异的耐高温性能,可过265℃ SMT回流焊制程,低吸湿、高强度、阻燃级别达V0,适用于连接器及新能源汽车发动机周边管道等高温部件。

04 阻燃材料
阻燃PC,PC+GF,PC/ABS,具有0.75 V0高阻燃,较高材料流动性,优异的成型加工性能,良好的抗紫外线(UV)性能,广泛应用于平板、笔电、TWS及蓝牙音箱等智能终端上。

05 NMT纳米材料
NMT材料具有非常高的流动性,能够在轻薄结构产品中快速成型,且与金属结合强度非常高,色彩多样,耐酸碱,阳极后颜色稳定。具有较低的介电常数与介电损耗,能够满足5G智能终端设备的信号快速传输要求。

以上5G智能终端材料及其解决方案由中塑在今年的第五届国际CMF展会重点展出。除5G相关材料外,中塑还展示了“消费后回收再生聚碳酸酯解决方案”,即循环再生材料(PCR),中塑利用升级回收技术,提供可追踪、安全、高品质的 PCR 材料,帮助电子、电气与家电等行业客户共同践行可持续发展理念。
展会现场,中塑的两大主推材料及其解决方案吸引了智能化产业链上下游企业、行业媒体等专业人士的热切关注及讨论。
截止目前,中塑已开发出10多款PCR材料牌号,覆盖PC、PC+GF、PC/ABS及ABS等类别,已成功应用于平板、笔电、路由器、POSS机、音箱主体支架等智能设备上。
此外,中塑还将 PCR材料和新料相结合,开发出PCR含量30%-90%的创新型材料产品。据了解,该产品不仅与原生料具有相同的品质与稳定的物性表现,且无需改动模具、机器和参数即可直接应用。产品符合REACH, RoHS,EPEAT 标准,达到了不同国家严格的环保标准。




据中塑工作人员介绍,除上述提及的5G及PCR相关材料外,中塑的产品还涵盖工程塑料、塑料合金、热塑性弹性体和功能性工程塑料等十几个系列,数百个规格。值得一提的是,中塑不仅提供材料,同时提供一整套材料解决方案。
了解更多企业/产品信息以及合作咨询
请点击下方小程序查看联系

[声明]本文版权归本网站所有,转载请联系本网客服微信号:suxueer0823。本文仅代表作者个人观点,作者不对内容的准确性、可靠性或完整性承担明示或暗示的保证。文章内容仅读者学习参考,并不构成任何投资及应用建议。本站拥有对此声明的最终解释权。
本网尊重知识产权,因整理资料所需,本文中引用部分公开第三方的数据、图片等内容,其所属的知识产权归属原作者,且凡引用的内容均在文中标注了原文出处、原作者。若版权所有者认为本文涉嫌侵权或其他问题,请联系我方(联系方式:0755-86060912)及时处理。
本网力求数据严谨准确,但因受时间及人力限制,文中内容难免有所纰漏。如有重大失误失实,敬请读者不吝赐教批评指正。